亨嘉智能装备有限公司始创于2008年。自成立以来,公司秉持“创建一流企业,造就一流人才,做出一流贡献”的企业宗旨,打造了业内知名的“亨嘉智能机床”品牌。
在我们亨嘉智能这个大家庭中有这样一群人,他们拥有梦想,懂得创造,接受失败,追求成功,绝不用人格来换取施舍;他们宁愿向生活挑战...
在展会过程中,公司全面展示了亨嘉智能优秀技术、工艺精湛的产品特征以及突破创新的经营理念,吸引了大量慕名而来的用户及经销商前来咨询洽谈,当地很多新老客户,现场即签多台订单。
超越客户期望,超越行业标准。
一切为了客户,创造客户价值。
亨嘉智能秉承“一切为了客户,创造客户价值”的服务理念,以客户需求为中心,用一流的速度、一流的技能、一流的态度 实现“超越客户期望... ...
诚邀社会人才加盟三一,共同实现“品质改变世界”的伟大愿景。
#加印象 有奖赏#微博微信动起来
在这里,发现工业之美亨嘉智能掠影
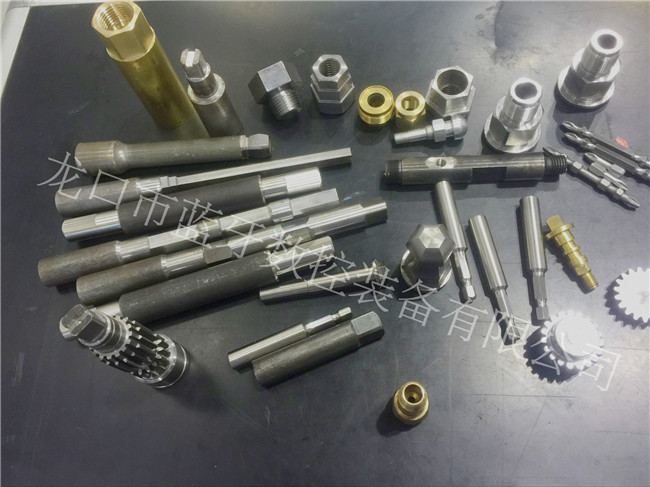
产品展示
服务与配件
活动站
数控机床视频站
产品在线订购
返回
回到顶部








 手机站二维码
手机站二维码